在鈑金加工行業(yè)中,折彎工藝是其中的重要環(huán)節(jié)。折彎工藝是指使用相應(yīng)尺寸的平面材料按照設(shè)計圖紙尺寸進行彎曲的加工方法。那么一個折彎零件在展平狀態(tài)下的尺寸應(yīng)該怎么計算呢?
如下圖零件,想要計算該零件展開后的長度,首先要了解中性層。在折彎過程中,材料內(nèi)側(cè)擠壓,外側(cè)拉伸,那么肯定存在某個截面既不拉伸也不擠壓,我們將這個截面叫做中性層。而常說的K因子表示了中性層的位置。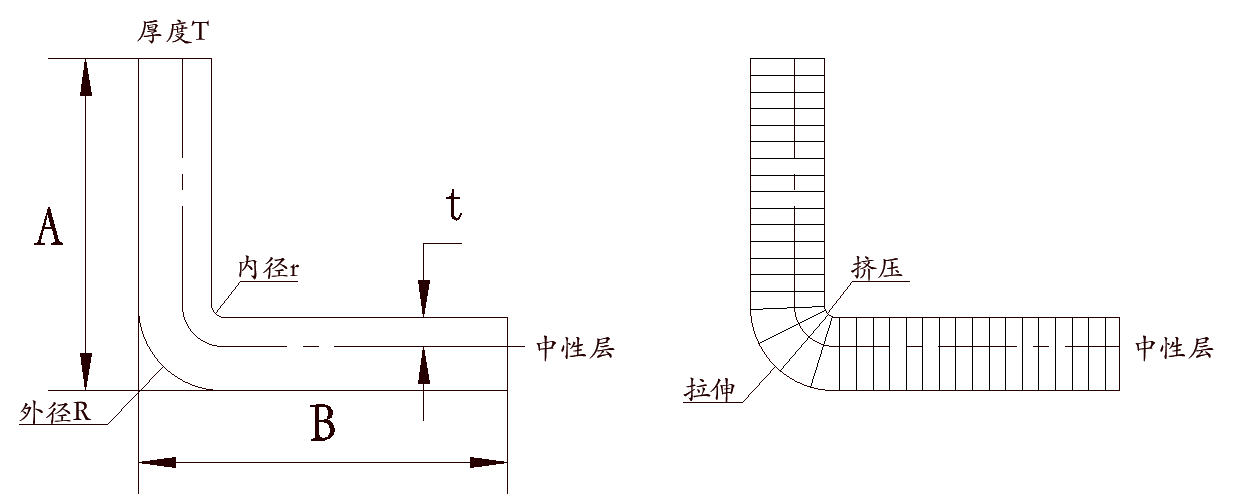
K=t/T
T:板材厚度
t:中性層距折彎內(nèi)側(cè)表面距離
根據(jù)上圖所示,已知K因子,可以得出中性層的長度L。
L=(A-R)+(B-R)+πt/2 t=KT
=A+B-2R+πKT/2 R=r+T
=A+B-(2r+2T-πKT/2)
設(shè)X=2r+2T-πKT/2,那么X即為折彎扣除量,也叫折彎系數(shù)。可以看出折彎系數(shù)X與板材厚度T,折彎內(nèi)徑r及K因子相關(guān)。在實際運用中,折彎內(nèi)徑r及板材厚度T均為已知量。K因子與折彎系數(shù)可以通過該公式進行互相換算。
X=2r+2T-πKT/2
K=(4r+4T-2X)/πT
鈑金加工行業(yè)經(jīng)過這么多年的經(jīng)驗積累后,每種板材的折彎系數(shù)已經(jīng)由前人總結(jié)完善,那么K因子有什么用呢?如今鈑金設(shè)計人員普遍都在使用三維設(shè)計軟件,如solidworks、creo等。在設(shè)計模型時,想要使鈑金零件展開尺寸準(zhǔn)確,必須要設(shè)置好折彎系數(shù)或者K因子,有些軟件在某些情況必須使用K因子,那就只有通過已知的折彎系數(shù)去換算K因子,才能保證模型的準(zhǔn)確性。例如:2mm厚冷軋鋼板在折90°彎、且內(nèi)徑為0.3mm時,折彎系數(shù)為3.5mm,可以換算出K因子為0.35。
(本文為內(nèi)部信息公示,請勿轉(zhuǎn)載)
結(jié)構(gòu)中心 朱海峰
2022年4月11日